

資訊")
行業(yè)資訊
智能切割工藝如何選?鏤空與激光切割的成本效率分析
發(fā)布時間:
2025-11-21
針對建筑裝飾、電子設(shè)備、汽車航空等八大行業(yè)的不同需求,詳細解析智能鏤空切割與激光切割的適用場景,提供精準(zhǔn)的工藝匹配建議。
智能加工是工業(yè)生產(chǎn)中的基礎(chǔ)環(huán)節(jié),而切割工藝直接影響產(chǎn)品精度、效率與成本。智能鏤空切割與智能激光切割作為兩類常用的智能加工技術(shù),因加工原理、適配場景不同,適用范圍存在顯著差異。本文將從核心差異、工藝優(yōu)勢、適用場景三方面,為行業(yè)用戶提供客觀參考。
智能鏤空切割與智能激光切割的核心差異
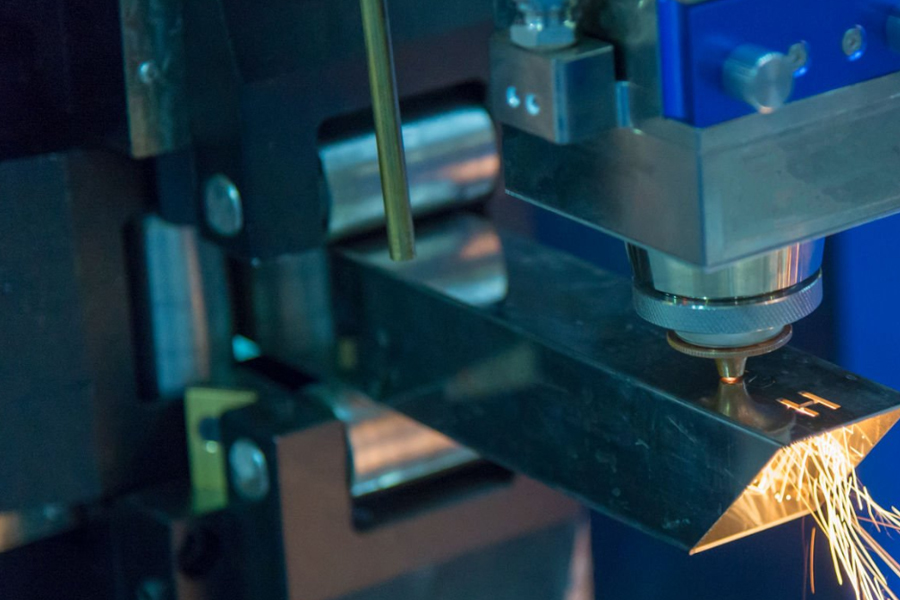
兩類工藝的本質(zhì)區(qū)別源于加工原理,進而延伸到精度、效率、材料適配等多個維度。在加工原理上,智能鏤空切割主要通過沖床、等離子、水刀等設(shè)備實現(xiàn),采用穿透式加工方式在智能制造上形成特定形狀的孔洞或圖案;而智能激光切割屬于非接觸式加工,利用高能量激光束聚焦于智能表面,瞬間熔化、汽化材料,從而完成切割與鏤空操作。
從加工精度來看,智能鏤空切割的精度表現(xiàn)因設(shè)備類型而異,其中沖床鏤空精度可達±0.1-0.3mm,等離子或水刀鏤空的精度相對略低,約為±0.2-0.5mm;智能激光切割的精度更具優(yōu)勢,常規(guī)加工精度即可達到±0.05-0.1mm,精密激光切割甚至能達到±0.01mm,且加工后的孔洞邊緣更規(guī)整。
在材料厚度適配方面,智能鏤空切割更適合薄至中厚板材,常規(guī)適配范圍為0.5-12mm,若用于厚板鏤空,容易出現(xiàn)邊緣毛刺、材料變形等問題;智能激光切割的適配范圍更廣,薄至0.1mm、厚至20mm以上的智能均可加工,即便面對厚板切割,仍能保持較好的加工精度。
圖案復(fù)雜度適配性上,智能鏤空切割更擅長處理規(guī)則性鏤空圖案,比如圓形、方形、網(wǎng)格等,若需加工復(fù)雜異形圖案,不僅難度大,還會增加加工成本;智能激光切割無需依賴模具,通過編程即可實現(xiàn)任意復(fù)雜圖案的加工,無論是曲線、異形孔還是精細花紋,都能快速完成,且可直接批量生產(chǎn)。
切口質(zhì)量方面,智能鏤空切割的部分工藝存在明顯短板,例如沖床加工后的切口易產(chǎn)生毛刺,需要后續(xù)打磨處理;水刀切割的切口相對光滑,但可能會殘留輕微水痕;智能激光切割的切口則光滑平整,無毛刺、無氧化層,無需二次加工,同時材料損耗極小。
批量適配性上,智能鏤空切割的不同設(shè)備表現(xiàn)不同:沖床鏤空需要定制專用模具,更適合大批量標(biāo)準(zhǔn)化生產(chǎn),但其換模成本較高;等離子、水刀鏤空無需模具,小批量生產(chǎn)的靈活度更高。而智能激光切割全程無需模具,通過編程即可快速切換加工方案,無論是大批量生產(chǎn)還是小批量定制,都能良好適配,換產(chǎn)成本更低。
兩項工藝的核心優(yōu)勢
1.智能鏤空切割的核心優(yōu)勢
成本可控性強:對于標(biāo)準(zhǔn)化鏤空產(chǎn)品(如批量生產(chǎn)的機械防護罩、通風(fēng)網(wǎng)格),沖床鏤空可通過模具實現(xiàn)高速加工,單位產(chǎn)品成本低;等離子、水刀鏤空無需模具,適合小批量定制,前期投入少。
適配多種材質(zhì):可加工碳鋼、不銹鋼、鋁合金等常見智能材質(zhì),尤其適合對切口光滑度要求不高的功能性產(chǎn)品,無需復(fù)雜的材質(zhì)預(yù)處理。
加工效率穩(wěn)定:沖床鏤空的單次加工速度快,每分鐘可完成數(shù)十個鏤空孔,適合大規(guī)模量產(chǎn);即使是等離子或水刀加工,中厚板鏤空效率也優(yōu)于部分傳統(tǒng)切割工藝。
2.智能激光切割的核心優(yōu)勢
精度與品質(zhì)出眾:非接觸式加工避免了智能變形,激光束聚焦點極小,可實現(xiàn)精細鏤空與切割,切口無毛刺、無氧化,直接滿足裝配或表面處理要求,減少后續(xù)工序。
靈活性極高:無需模具,通過CAD圖紙編程即可實現(xiàn)任意形狀的鏤空與切割,從簡單圓孔到復(fù)雜花紋、異形孔均可快速加工,適配個性化定制與多品種小批量生產(chǎn)。
材料損耗低:激光切割的熱影響區(qū)小,材料變形量極小,切割過程中幾乎無浪費,尤其適合貴金屬或薄型智能加工,能有效降低材料成本。
適配范圍廣:可加工厚度0.1-50mm的各類智能,同時兼容金屬與部分非金屬材質(zhì)(如亞克力、木材),滿足多行業(yè)加工需求。

兩類工藝的典型適用場景
1.智能鏤空切割的適用場景
建筑裝飾領(lǐng)域:如鏤空屏風(fēng)、吊頂裝飾板、樓梯扶手鏤空圖案等,對精度要求適中,但需批量生產(chǎn)或大尺寸加工,沖床或水刀鏤空可平衡成本與效果。
機械制造領(lǐng)域:機械防護罩、設(shè)備通風(fēng)孔、齒輪箱外殼鏤空等功能性部件,多為規(guī)則形狀,沖床鏤空效率高、成本低,適合大批量生產(chǎn)。
廣告與家具領(lǐng)域:廣告招牌鏤空字、家具裝飾面板、貨架鏤空網(wǎng)格等,圖案相對簡單,等離子或水刀鏤空無需模具,可快速響應(yīng)小批量定制需求。
2.智能激光切割的適用場景
電子設(shè)備領(lǐng)域:手機/電腦外殼散熱孔、精密儀器面板鏤空、電子元器件支架等,對精度要求高(±0.1mm以內(nèi)),激光切割可保證孔洞規(guī)整、無毛刺。
汽車與航空領(lǐng)域:汽車零部件(如儀表盤支架、發(fā)動機護板鏤空)、航空配件(如輕量化結(jié)構(gòu)件),需兼顧精度與材料損耗控制,激光切割的熱影響區(qū)小、適配復(fù)雜形狀的優(yōu)勢突出。
精密設(shè)備與醫(yī)療領(lǐng)域:醫(yī)療器械外殼、實驗室設(shè)備鏤空部件、精密儀器散熱片等,要求加工精度高、表面無瑕疵,激光切割可直接滿足裝配要求,減少后續(xù)打磨工序。
個性化定制領(lǐng)域:藝術(shù)裝飾、定制化家具花紋、小眾產(chǎn)品外殼等,圖案復(fù)雜且批量小,激光切割無需模具,編程即可生產(chǎn),靈活度遠超傳統(tǒng)鏤空工藝。
智能鏤空切割與智能激光切割并非“優(yōu)劣之分”,而是“適配之別”。企業(yè)選擇時,需結(jié)合產(chǎn)品精度要求、批量大小、圖案復(fù)雜度、材料厚度等因素綜合判斷:追求批量成本與效率,可選智能鏤空切割;注重精度、靈活性與表面品質(zhì),智能激光切割更具優(yōu)勢。兩類工藝的合理應(yīng)用,能有效提升智能加工的性價比與產(chǎn)品競爭力。
控加工的影響及優(yōu)化策略")
療加工焊接變形怎么處理?")
保問題")
用技巧")

