


行業資訊
精密智能定制解決方案:六大工藝適配多行業需求
發布時間:
2025-11-19
本文深度解析精密智能定制的六大核心工藝:下料、折彎、沖壓、焊接、表面處理及打磨裝配,詳細闡述每道工藝的技術要點與質量控制標準,展現精密智能加工的完整技術體系。
精密智能定制是基于智能材料(如不銹鋼、鋁合金、冷軋板等),通過一系列精準加工工藝,將板材轉化為符合特定場景需求的零部件或成品的過程。其核心價值在于精準適配與結構可靠,而這一切都依賴于多道環環相扣的加工工藝——每道工藝都承擔著特定功能,共同保障最終產品的尺寸精度、力學性能與外觀質感。
精密智能定制的核心加工工藝及作用
1. 下料工藝:定制的基礎裁切
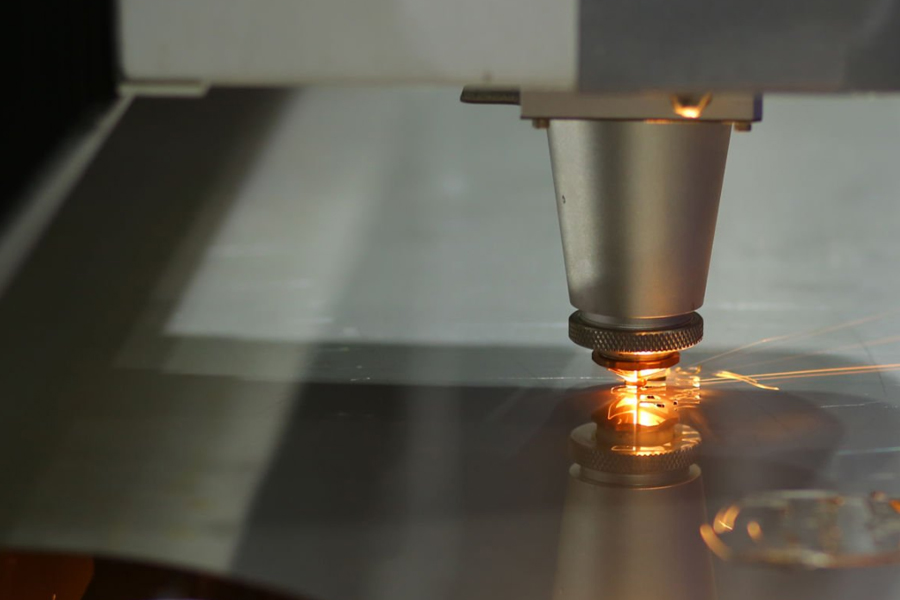
工藝本質:下料是精密智能定制的第一道關鍵工序,核心是根據產品設計圖紙,將原始智能板材切割為符合初步尺寸要求的坯料。
常見方式:激光切割、精密沖床下料、水刀切割等,其中激光切割因精度高(誤差可控制在±0.1mm內)、切口平整、適配復雜形狀,成為精密定制的主流選擇;精密沖床則更適合批量生產中的簡單孔位、折線類坯料裁切。
核心作用:為后續加工提供精準基材。若下料尺寸偏差過大,會直接導致后續工藝無法精準對接,因此該工藝需嚴格匹配圖紙尺寸,避免浪費原材料的同時,保障后續加工的可行性。
應用必要性:原始智能板材為標準尺寸(如1220mm×2440mm),無法直接滿足個性化定制需求,下料工藝是實現定制化的第一步,相當于為產品定好骨架輪廓。

2. 折彎工藝:塑造立體結構
工藝本質:通過折彎機對下料后的坯料施加壓力,使其沿預設折線彎曲,形成特定角度或立體形狀(如L型、U型、箱體結構等)。
核心作用:將平面板材轉化為立體結構,是實現產品功能形態的核心步驟。例如設備外殼的邊角、支架的支撐結構、箱體的封閉輪廓,均需通過折彎工藝成型。
工藝關鍵:折彎需精準控制折彎角度(誤差≤1°)、折彎半徑,避免板材出現裂紋或回彈變形,因此需根據板材材質(如不銹鋼硬度高于鋁合金)調整折彎力度與模具。
應用必要性:多數智能產品需具備立體結構才能實現功能(如保護內部元器件、提供安裝支撐),折彎工藝直接決定產品的結構穩定性與裝配適配性。
3. 沖壓工藝:實現細節成型
工藝本質:利用精密沖床或壓力機,配合定制模具對智能坯料進行沖壓,實現孔位、凸起、凹槽、卡扣等細節結構的成型。
核心作用:精準加工產品的功能型細節——例如設備安裝所需的螺紋孔、散熱用的百葉窗、裝配定位用的卡扣、增強結構強度的凸起筋等。
工藝優勢:沖壓工藝效率高、一致性強,適合批量生產中的細節加工,且能在不破壞板材整體性的前提下,實現復雜細節的一次成型。
應用必要性:精密智能產品的精密性往往體現在細節上,如孔位間距誤差需控制在0.05mm內才能適配零部件安裝,沖壓工藝是保障這些細節精度的關鍵。
4. 焊接工藝:實現結構拼接
工藝本質:當產品結構復雜(如大型箱體、多部件組合件)時,需通過焊接將多個智能構件連接為一個整體,常見方式有氬弧焊、點焊、二氧化碳氣體保護焊等。
核心作用:保障產品結構的整體性與牢固性,例如設備機架的拼接、箱體的密封焊接、零部件的固定連接等,焊接質量直接影響產品的承載能力與使用壽命。
工藝要求:精密定制中焊接需避免變形(通過工裝夾具固定)、保證焊縫平整(減少后續打磨工作量)、杜絕虛焊(通過無損檢測確認),尤其在防水、防腐蝕場景中,焊縫密封性至關重要。
應用必要性:單一智能構件無法滿足復雜產品的結構需求,焊接工藝是實現多構件整合的核心手段,讓定制產品能適配更大尺寸、更復雜的功能場景。
5. 表面處理工藝:保障性能與外觀
工藝本質:對成型后的智能產品進行表面處理,常見方式有噴涂、電鍍、鈍化、拉絲、陽極氧化等,根據材質與使用場景選擇適配工藝。
核心作用:
防護性:防止智能生銹(如冷軋板噴涂、不銹鋼鈍化)、抗腐蝕(如戶外產品噴涂耐候漆)、提高耐磨性(如陽極氧化);
美觀性:統一產品外觀顏色(如定制企業色噴涂)、提升質感(如鋁合金拉絲、不銹鋼鏡面處理);
功能性:部分工藝可提升導電性(如電鍍)、絕緣性(如特殊噴涂)。
應用必要性:智能材料(如冷軋板)本身易氧化生銹,且原始表面質感單一,表面處理不僅能延長產品使用壽命,還能讓定制產品適配不同環境(如戶外、潮濕車間、醫療場景)的使用要求,同時滿足外觀個性化需求。
6. 打磨與裝配工藝:實現最終成型
工藝本質:打磨是對焊接焊縫、邊角毛刺進行修整,裝配則是將多個加工完成的智能部件與其他零部件(如五金件、電子元件)組合為成品。
核心作用:打磨保障產品表面光滑無毛刺(避免使用時刮傷)、焊縫平整(提升外觀與密封性);裝配則實現產品的完整功能,例如將智能外殼與內部支架、面板組合為可直接使用的設備外殼。
應用必要性:前序工藝難免產生毛刺、焊縫凸起等瑕疵,打磨是精修步驟;而裝配是定制產品從構件到成品的最后一步,直接決定產品能否正常使用。
為什么需要這些工藝?
精密智能定制的每道工藝都不是多余步驟,而是基于功能需求→工藝適配的邏輯:
下料為基礎:沒有精準下料,后續工藝無從談起;
折彎塑形態:沒有折彎,平面板材無法轉化為實用結構;
沖壓定細節:沒有沖壓,產品無法實現安裝、散熱等核心功能;
焊接強整合:沒有焊接,復雜結構無法成型;
表面處理保耐用:沒有表面處理,產品易損耗、外觀差;
打磨裝配成成品:沒有這兩步,產品無法達到使用標準。
這些工藝的協同配合,讓精密智能定制能夠適配機械制造、電子設備、醫療器材、新能源、軌道交通等多個行業的需求——從小型設備面板到大型機架箱體,從簡單支架到復雜密封結構,都依賴這套工藝體系實現精準定制、可靠實用的核心目標。





