

資訊")
鈑金沖壓工藝:高效成型與精密制造的深度解析
發(fā)布時(shí)間:
2025-04-29
沖壓工藝在鈑金加工領(lǐng)域中具有高效、精準(zhǔn)的特點(diǎn),常用于制造一致性要求高的工業(yè)產(chǎn)品。沖壓工藝的材料適應(yīng)性差異大,需根據(jù)材料特性調(diào)整沖壓速度和模具間隙。
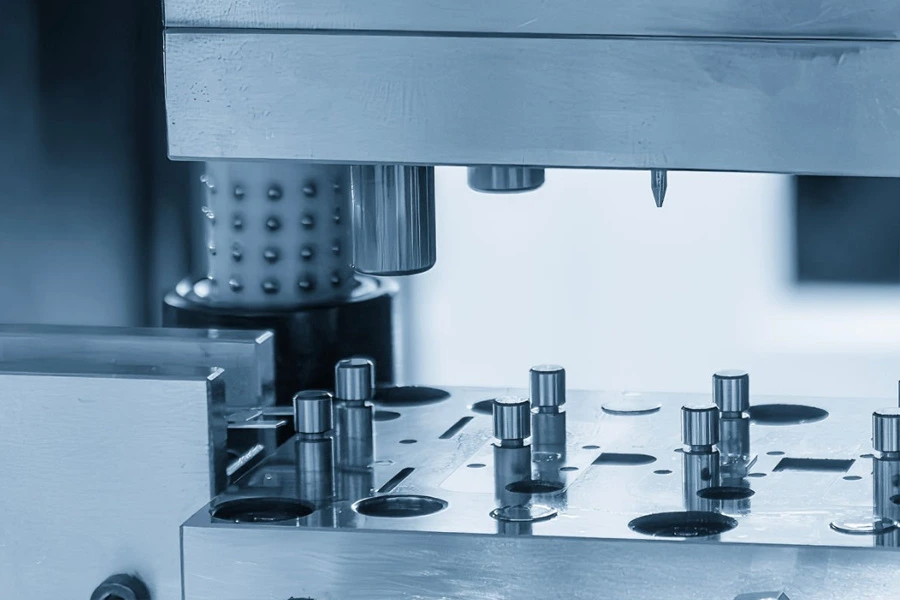
在鈑金加工領(lǐng)域,沖壓工藝憑借高效、精準(zhǔn)的特點(diǎn),成為塑造復(fù)雜金屬構(gòu)件的重要手段。它通過(guò)壓力機(jī)和模具對(duì)板材施加外力,使其產(chǎn)生塑性變形或分離,從而獲得所需形狀和尺寸的零件。這一工藝在批量生產(chǎn)中優(yōu)勢(shì)顯著,尤其適用于對(duì)一致性要求極高的工業(yè)產(chǎn)品制造。
沖壓工藝的核心要素與技術(shù)原理
沖壓設(shè)備與模具的協(xié)同運(yùn)作
沖壓設(shè)備主要有機(jī)械壓力機(jī)、液壓機(jī)等,其中機(jī)械壓力機(jī)憑借高速穩(wěn)定的特點(diǎn),在中、小型零件生產(chǎn)中應(yīng)用廣泛。模具則是沖壓工藝的 “靈魂”,分為單工序模、復(fù)合模和級(jí)進(jìn)模。以噴碼機(jī)機(jī)箱的散熱孔加工為例,級(jí)進(jìn)模可在一次送料過(guò)程中,完成沖孔、切邊等多道工序,大幅提升生產(chǎn)效率。模具的精度直接影響產(chǎn)品質(zhì)量,其制造公差通常需控制在 ±0.02mm 以?xún)?nèi)。
沖壓工藝的材料適應(yīng)性
不同鈑金材料在沖壓過(guò)程中的表現(xiàn)差異明顯。不銹鋼板材強(qiáng)度高,但沖壓時(shí)易磨損模具;鋁合金板材質(zhì)地輕、塑性好,不過(guò)容易出現(xiàn)起皺、開(kāi)裂現(xiàn)象。在舞臺(tái)燈光配件生產(chǎn)中,使用鋁合金沖壓燈殼時(shí),需根據(jù)材料特性調(diào)整沖壓速度和模具間隙。一般來(lái)說(shuō),沖壓速度控制在 10 - 20 次 / 分鐘,模具間隙設(shè)置為板材厚度的 1.1 - 1.2 倍,以確保成型質(zhì)量。
沖壓工藝在細(xì)分產(chǎn)品中的創(chuàng)新應(yīng)用
噴碼機(jī)機(jī)箱:結(jié)構(gòu)優(yōu)化與功能集成
噴碼機(jī)機(jī)箱的沖壓工藝注重結(jié)構(gòu)的優(yōu)化與功能集成。機(jī)箱外殼上的卡扣、安裝孔等結(jié)構(gòu),通過(guò)沖壓一次成型,減少了后續(xù)組裝工序。在設(shè)計(jì)模具時(shí),利用有限元分析軟件模擬沖壓過(guò)程,優(yōu)化應(yīng)力分布,防止出現(xiàn)變形和裂紋。同時(shí),沖壓出的加強(qiáng)筋結(jié)構(gòu),增強(qiáng)了機(jī)箱的剛性和抗振性能,為內(nèi)部精密電子元件提供可靠保護(hù)。
舞臺(tái)燈光配件:多樣化造型與批量生產(chǎn)
舞臺(tái)燈光配件造型多樣,對(duì)沖壓工藝提出了更高要求。例如,復(fù)雜形狀的反光杯,通過(guò)多道沖壓工序逐步成型。首先使用拉伸模將板材拉伸成杯狀,再通過(guò)整形模對(duì)形狀進(jìn)行精確修正。在批量生產(chǎn)中,采用自動(dòng)化沖壓生產(chǎn)線(xiàn),配合機(jī)器人上下料,不僅提高了生產(chǎn)效率,還保證了產(chǎn)品的一致性。每小時(shí)可生產(chǎn)數(shù)百個(gè)反光杯,良品率高達(dá) 98% 以上。
藥液攪拌器:耐腐蝕與高精度要求
藥液攪拌器的沖壓部件需具備良好的耐腐蝕性和高精度。其攪拌槳葉采用不銹鋼沖壓而成,沖壓前對(duì)板材進(jìn)行表面處理,提高耐腐蝕性。在沖壓過(guò)程中,嚴(yán)格控制尺寸精度,槳葉的平面度誤差不超過(guò) 0.1mm,以確保攪拌效果。同時(shí),沖壓后的去毛刺、拋光等工序也至關(guān)重要,避免毛刺影響藥液質(zhì)量和設(shè)備使用壽命。

沖壓工藝的質(zhì)量把控
沖壓件的質(zhì)量檢測(cè)涵蓋尺寸精度、表面質(zhì)量和力學(xué)性能等方面。通過(guò)三坐標(biāo)測(cè)量?jī)x檢測(cè)尺寸,確保誤差在規(guī)定范圍內(nèi);采用目視和放大鏡檢查表面,不允許有裂紋、劃痕等缺陷;對(duì)關(guān)鍵部位進(jìn)行硬度測(cè)試,保證力學(xué)性能達(dá)標(biāo)。
沖壓工藝的發(fā)展趨勢(shì)與行業(yè)價(jià)值
鈑金沖壓工藝在現(xiàn)代制造業(yè)中占據(jù)重要地位,隨著自動(dòng)化、智能化技術(shù)的發(fā)展,其生產(chǎn)效率和加工精度將進(jìn)一步提升。在噴碼機(jī)機(jī)箱、舞臺(tái)燈光配件、藥液攪拌器等產(chǎn)品制造中,沖壓工藝不僅實(shí)現(xiàn)了高效生產(chǎn),還保障了產(chǎn)品的質(zhì)量和性能。未來(lái),沖壓工藝將朝著高精度、綠色化、智能化方向持續(xù)發(fā)展,為制造業(yè)帶來(lái)更多創(chuàng)新可能。
常見(jiàn)問(wèn)題解答
Q1:沖壓模具的使用壽命受哪些因素影響?
A:模具使用壽命受材料質(zhì)量、加工精度、使用頻率和維護(hù)保養(yǎng)等因素影響。優(yōu)質(zhì)模具鋼、精確的加工工藝、合理使用和定期維護(hù),可有效延長(zhǎng)模具壽命。
Q2:如何降低沖壓過(guò)程中的噪音?
A:可通過(guò)優(yōu)化沖壓工藝參數(shù)、使用減震設(shè)備、對(duì)模具進(jìn)行消音處理等方式降低噪音。例如,采用緩沖裝置減少?zèng)_擊力,在壓力機(jī)底座安裝減震墊。
Q3:沖壓件出現(xiàn)毛刺的主要原因是什么?
A:主要原因包括模具間隙過(guò)大、刃口磨損、沖壓速度過(guò)快等。可通過(guò)調(diào)整模具間隙、修磨刃口、控制沖壓速度來(lái)解決。
品質(zhì)為本 · 價(jià)值共生
療鈑金加工表面處理操作有哪些相關(guān)問(wèn)題?如何進(jìn)行優(yōu)化設(shè)計(jì)?")
以及處理方式")
底盤(pán)制造核心技術(shù)!鈑金工藝效率提升與成本優(yōu)化指南速覽")
探討")

